时间:2025-07-10
时间:2025-07-10  浏览量: 583
浏览量: 583 在塑胶件生产和质检过程中,色差是否合格是重要的判断标准,而掌握正确的测量方法是确保结果准确的关键。下面就为大家详细介绍塑胶件色差的测量步骤及相关知识。

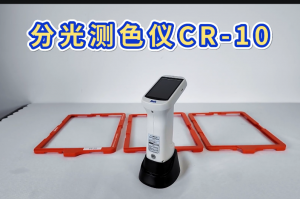
1.测量前的准备工作必不可少。选择合适的测量仪器是基础,这里选用的是分光测色仪 CR-10。在正式测量前,一定要查看仪器的黑白校正情况,确保其在校正有效期内。这一步是保证测量精度的前提,若校
正期,需重新进行校正后再开展测量工作。
2.具体的测量操作。将分光测色仪 CR-10 的测量口紧贴塑胶件的测量表面,此时仪器会显示出该塑胶件的颜色值(色度值)。切换至试样测量页面,对每个塑胶件试样进行测量。例如,1 号塑胶件试样通过一次测量,得出色差为 2.39,判定为不合格;2 号塑胶件试样同样经过一次测量,色差为 3.14,也属于不合格。

3.测量完成后,可在仪器的数据管理处查看自动保存的测量数据。本次测量选用的是 CIE Lab 颜色空间,选择 10 度观察者角度及 D65 光源。CIE Lab 颜色空间是目前应用广泛的颜色表示系统,能较好地反映人眼对颜色的感知;10 度观察者角度适用于大多数工业测量场景;D65 光源模拟的是日光,在许多行业标准中被作为参考光源,保证了测量条件的统一性和规范性。

通过以上步骤,就能完成塑胶件色差的测量并对其是否合格做出判断。掌握这些方法,有助于在生产和质检环节有效控制塑胶件的颜色质量,确保产品符合要求。
 上一页 :
上一页 :